
അഡാപ്റ്റർ സ്ലീവ് H31/500 H31/530 H31/560

അഡാപ്റ്റർ സ്ലീവ് തത്വം
അഡാപ്റ്റർ സ്ലീവിൻ്റെ തത്വം എന്നത് വർക്ക്പീസിനും സ്ലീവിനും ഇടയിൽ ഒരു നിശ്ചിത വിടവ് ഉണ്ടാക്കുന്ന രീതിയെ സൂചിപ്പിക്കുന്നു, വർക്ക്പീസ് മെഷീനിംഗിൽ ഉചിതമായ വലുപ്പത്തിലുള്ള ഒരു സ്ലീവിലേക്ക് ഇട്ടുകൊണ്ട്, സ്ലീവിൻ്റെ പുറംഭാഗം ഒരു റഫറൻസായി ഉപയോഗിക്കുന്നു. വർക്ക്പീസിൻറെ ഡൈമൻഷണൽ കൃത്യത ഉറപ്പാക്കുക.
അഡാപ്റ്റർ സ്ലീവ് തത്വത്തിൻ്റെ അടിസ്ഥാന ആശയം, മെഷീൻ ചെയ്യുമ്പോൾ മെറ്റീരിയൽ രൂപഭേദം അല്ലെങ്കിൽ മെഷീനിംഗ് പിശകുകൾ കാരണം വർക്ക് പീസ് ഡൈമൻഷണൽ വ്യതിയാനത്തിന് കാരണമാകുന്നില്ലെന്ന് ഉറപ്പാക്കാൻ സ്ലീവിൻ്റെ പുറം ഉപരിതലം ഒരു റഫറൻസ് പ്ലെയിനായി ഉപയോഗിക്കുക എന്നതാണ്. മെഷീനിംഗ് പ്രക്രിയയിൽ, വർക്ക് പീസ് സ്ലീവിലേക്ക് സ്ലീവ് ചെയ്യുന്നു, കൂടാതെ സ്ലീവിൻ്റെ പുറം ഉപരിതലം കട്ടറിനോ മറ്റ് പ്രോസസ്സിംഗ് ടൂളുകളുമായോ ആപേക്ഷികമായി നീങ്ങുന്നു, കൂടാതെ വർക്ക് പീസിനും സ്ലീവിനും ഇടയിൽ ഒരു നിശ്ചിത വിടവ് രൂപം കൊള്ളുന്നു, അങ്ങനെ പ്രോസസ്സിംഗിൽ പ്രോസസ്സ് ചെയ്യുമ്പോൾ, വർക്ക് പീസ് സ്ലീവിൻ്റെ ആകൃതി അനുസരിച്ച് യാന്ത്രികമായി ട്രിം ചെയ്യും, അങ്ങനെ വർക്ക് പീസ് പ്രോസസ്സിംഗിൻ്റെ ഡൈമൻഷണൽ കൃത്യത ഉറപ്പാക്കും.
അഡാപ്റ്റർ സ്ലീവിൻ്റെ തത്വത്തിലൂടെ, വർക്ക്പീസിൻ്റെ ഡൈമൻഷണൽ കൃത്യത ഫലപ്രദമായി ഉറപ്പുനൽകാനും പ്രോസസ്സിംഗ് കാര്യക്ഷമത മെച്ചപ്പെടുത്താനും പ്രോസസ്സിംഗ് ചെലവ് കുറയ്ക്കാനും കഴിയും. എന്നിരുന്നാലും, പ്രായോഗിക പ്രയോഗങ്ങളിൽ, അഡാപ്റ്റർ സ്ലീവ് തത്വത്തിൻ്റെ ഫലപ്രാപ്തി ഉറപ്പാക്കാൻ, സ്ലീവിൻ്റെ വലുപ്പം തിരഞ്ഞെടുക്കൽ, പ്രോസസ്സിംഗ് പ്രക്രിയയിലെ താപ രൂപഭേദം എന്നിവ പോലുള്ള ഘടകങ്ങൾ പരിഗണിക്കേണ്ടതുണ്ട്. അതേ സമയം, പ്രത്യേക സന്ദർഭങ്ങളിൽ, സ്ലീവിൻ്റെ ആന്തരിക ഉപരിതലവും അഡാപ്റ്റർ സ്ലീവ് തത്വത്തിൻ്റെ പ്രയോഗം തിരിച്ചറിയുന്നതിനുള്ള ഒരു റഫറൻസായി ഉപയോഗിക്കാം.
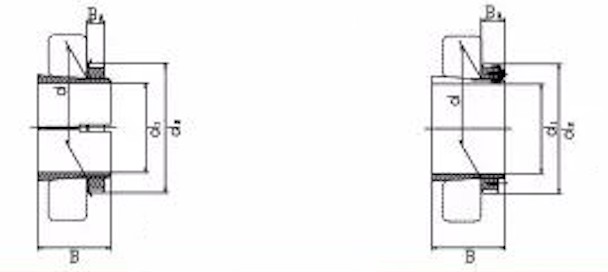
| പദവികൾ | അതിർത്തി അളവുകൾ | ഉചിതമായ ബെയറിംഗ്(കൾ) | Wt | |||||
| d | d1 | B | d2 | B3 | ഗോളാകൃതിയിലുള്ള റോളർ ബെയറിംഗ് | KG | ||
| H31/500 | 500 | 470 | 356 | 630 | 100 | 231500K | – | 145 |
| H31/530 | 530 | 500 | 364 | 670 | 105 | 231/530K | – | 161 |
| H31/560 | 560 | 530 | 377 | 710 | 110 | 231/560K | – | 185 |
| H31/600 | 600 | 560 | 399 | 750 | 110 | 231/600K | – | 234 |
| H31/630 | 630 | 600 | 424 | 800 | 120 | 231/630K | – | 254 |
| H31/670 | 670 | 630 | 456 | 850 | 131 | 231/670K | – | 340 |
| H31/710 | 710 | 670 | 467 | 900 | 135 | 231/710K | – | 392 |
| H31/750 | 750 | 710 | 493 | 950 | 141 | 231/750K | – | 451 |
| H31/800 | 800 | 750 | 505 | 1000 | 141 | 231.800K | – | 535 |
| H31/850 | 850 | 800 | 536 | 1060 | 147 | 231/850K | – | 616 |
| H31/900 | 900 | 850 | 557 | 1120 | 154 | 231900K | – | 677 |
| H31/950 | 950 | 900 | 583 | 1170 | 154 | 231/950K | – | 738 |
| H31/1000 | 1000 | 950 | 609 | 1240 | 154 | 231/1000K | – | 842 |
| H31/1060 | 1060 | 1000 | 622 | 1300 | 154 | 231/1060K | – | 984 |




